




SIRAPID 3346 Steel
Designation by Standards
Brand Name | Ravne | Mat. No. | DIN | EN | AISI/SAE |
SIRAPID 3346 | BRM1 | 1.3346 | S2-9-1 † | HS2-9-1 | M1 |
Chemical Composition (in weight %)
C | Si | Mn | Cr | Mo | Ni | V | W | Others |
0.82 | max. 0.45 | max. 0.40 | 3.85 | 8.60 | - | 1.15 | 1.75 | - |
Description
M1 is a molybdenum, chromium, vanadium alloy tool steel generally known as a Molybdenum High Speed Tool Steel. It is on of the most widely available tool steels in use today. It is similar in properties to the tungsten tool steels (T series) at a lower. Very tough high- speed Mo steel good grindability.
Twist drills, thread cutting tools, hobs and dies for broaching and cold flow pressing, cross recess dies for screw manufacture, cold rolling for e.g. Sendzimir equipment.
Modulus of elasticity [103 x N/mm2]: 217 Density [g/cm3]: 8.0
Thermal conductivity [W/m.K]: 19.0
Electric resistivity [Ohm mm2/m]: 0.60 Specific heat capacity[J/g.K]: 0.46
Coefficient of Linear Thermal Expansion 10-6 oC-1
20-100oC | 20-200oC | 20-300oC | 20-400oC | 20-500oC | 20-600oC | 20-700oC |
11.0 | 11.5 | 11.9 | 12.3 | 12.4 | 12.5 | 12.5 |
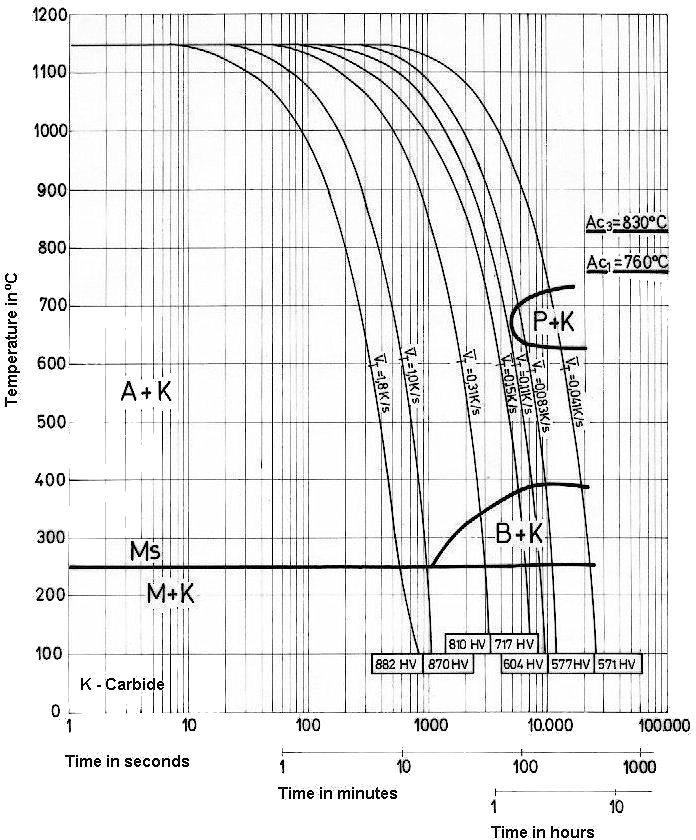
Continuous Cooling Transformation (CCT) Diagram
Soft Annealing
Heat to 820-850oC, cool slowly in furnace to 550oC then air. This will produce a maximum Brinell hardness of 262.
Stress relieving to remove machining stresses should be carried out by heating to 600-650oC, holding for one hour at heat, followed by air cooling. This operation is performed to reduce distortion during heat treatment.
0 Harden from a temperature of 1180-1219oC followed by air or oil quenching or warm bath at 550oC. Hardness after quenching is 64- 66 HRC.
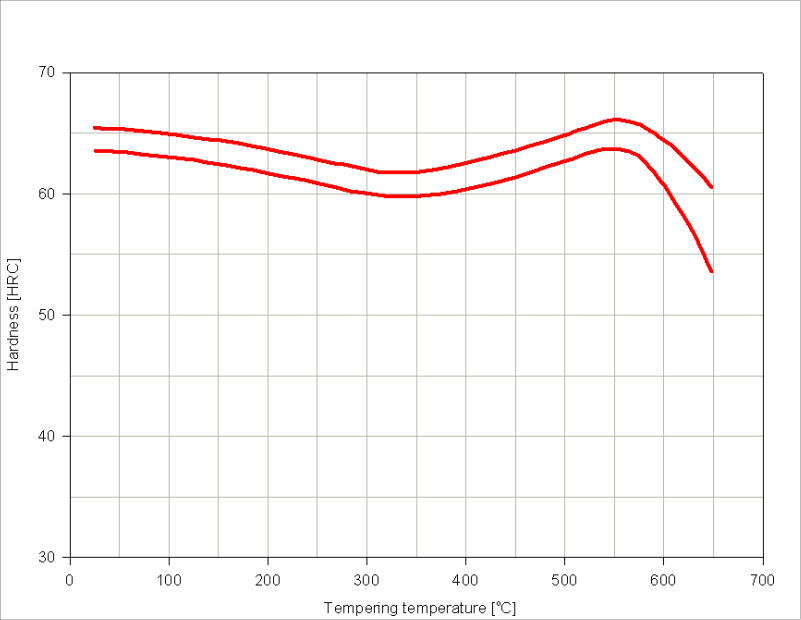
Tempering temperature: 530 - 560oC, at least 2x for at least 63 HRC.
Forging
Hot forming temperature: 1100-900oC.
This alloy may be cold worked in the annealed condition.
M1 is classified as a "medium" machinable alloy. Machining should be accomplished prior to hardening heat treatment followed by finish grinding. It has a rating of 50% that of the water hardening (W group) low alloy tool steels in regard to machinability.
This is not a corrosion resistant alloy. In use as tooling it is often coated with oil to prevent rusting. A light film of oil. or protective wrapping, is essential to keep it free from corrosion.
Consult the alloy supplier for information on weld procedures. Forms manufactured: Please see the Dimensional Sales Program.
The information and data presented herein are typical or average values and are not a guarantee of maximum or minimum values. Applications specifically suggested for material described herein are made solely for the purpose of illustration to enable the reader to make his own evaluation and are not intended as warranties, either express or implied, of fitness for these or other purposes. There is no representation that the recipient of this literature will receive updated editions as the become available.
Unless otherwise specified, registered trademarks are property of SIJ Metal Ravne company. Copyright 2016 by SIJ Metal Ravne d.o.o. All rights reserved. Contact our Sales Office for more information.





