





SIHARD 2361 Steel
Designation by Standards
Brand Name | Ravne | Mat. No. | DIN | EN | AISI/SAE |
SIHARD 2361 | OCR6 | 1.2361 | X91CrMoV18 | - | 440B |
Chemical Composition (in weight %)
C | Si | Mn | Cr | Mo | Ni | V | W | Others |
0.90 | max. 1.0 | max. 1.0 | 18.0 | 1.10 | - | 0.10 | - | - |
Description
This is a high carbon martensitic stainless with moderate corrosion resistance good strength and the ability to obtain and keep excellent hardness (HRC 58) and wear resistance.
Applications
Ball bearings and races, gage blocks, moulds and dies, cutlery, valve components, knives and measuring instruments.
Physical properties (average values) at ambient temperature
Modulus of elasticity [103 x N/mm2]: 190-210 Density [g/cm3]: 7.68
Thermal conductivity [W/m.K]: 15.0
Coefficient of Linear Thermal Expansion 10-6 oC-1
20-100oC | 20-200oC | 20-300oC | 20-400oC | 20-500oC | 20-600oC | 20-700oC | 20-800oC |
9.8 | 10.5 | 10.9 | 11.2 | 11.3 | 11.3 | 11.5 | 11.8 |
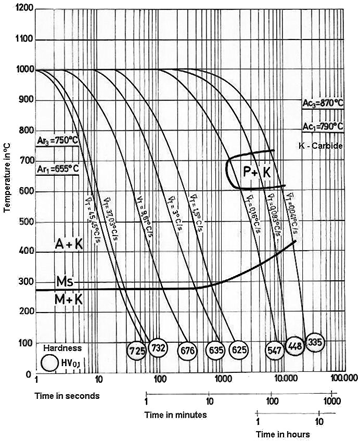
Continuous Cooling Transformation (CCT) Diagram
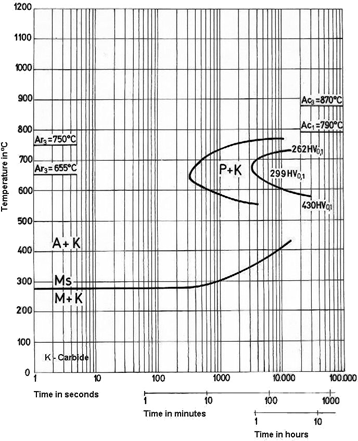
Time-Temperature Transformation (TTT) Diagram
Soft Annealing
Heat to 810-860oC, cool slowly in furnace. This will produce a maximum Brinell hardness of 265.
Stress Relieving
Stress relieving to remove machining stresses should be carried out by heating to 650oC, holding for one hour at heat, followed by air cooling. This operation is performed to reduce distortion during heat treatment.
Hardening
Harden from a temperature of 1000-1050oC followed by oil quenching. Hardness after quenching is 56 HRC.
Tempering
Tempering temperature: up to 150oC.
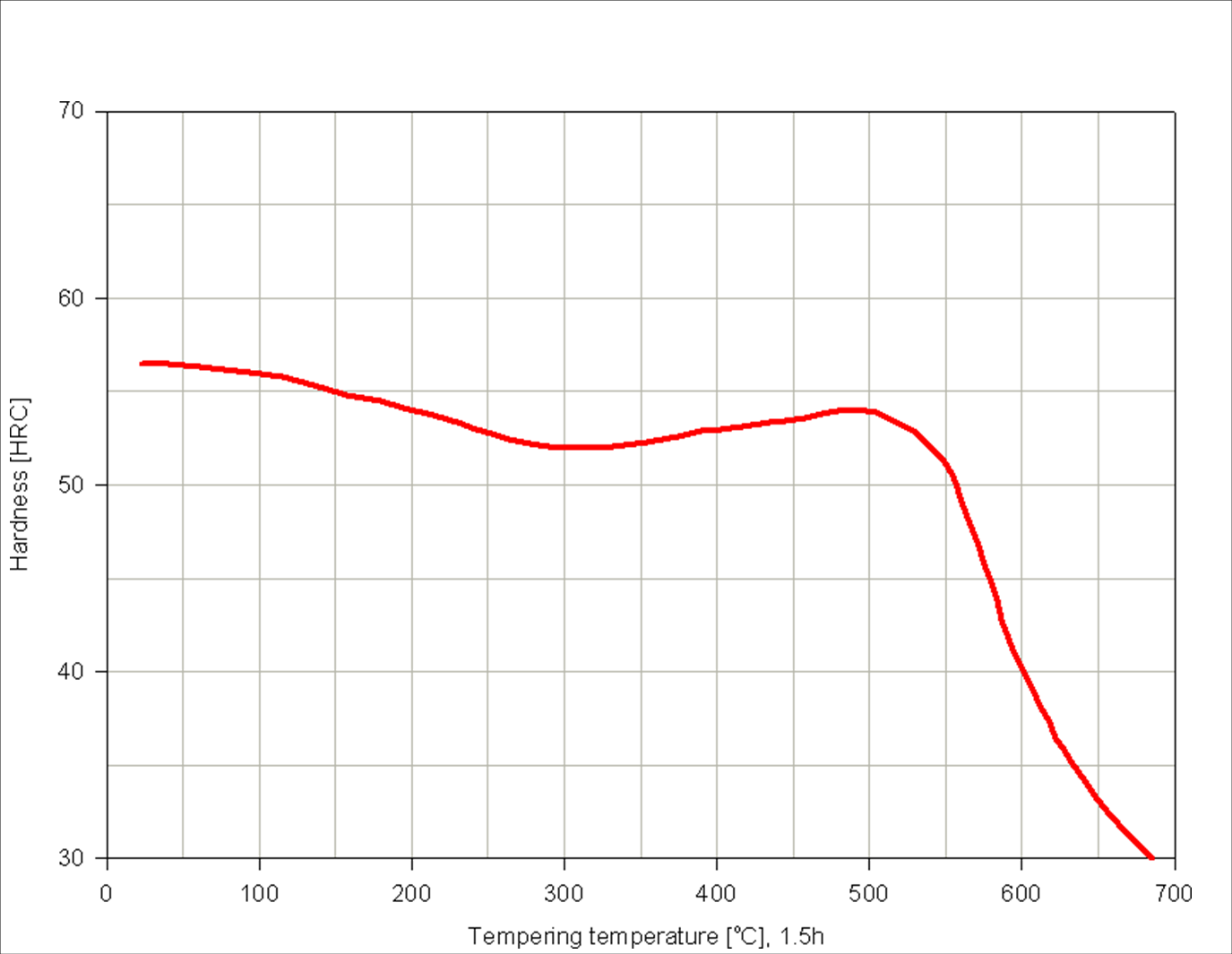
Tempering Temperature (oC) vs. Hardness (HRC)
100oC | 200oC | 300oC | 400oC | 500oC | 550oC | 600oC | 650oC | 700oC |
56 | 54 | 52 | 53 | 54 | 51 | 40 | 33 | 29 |
Tempering Diagram
Forging
Pre-heat to 760oC, then bring slowly up to 1038-1204oC before proceeding. Do not work this material below 927oC. Cool material slowly after working and once at room temperature, anneal fully.
Machinability
Best machined in the annealed condition. Tough, stringy chips can be best handled by the use of chip breakers. Carbide or ceramic tooling is recommended.
Corrosion Resistance
Resistant to a wide variety of media including fresh water, steam, petroleum products and alcohol.
Welding
This alloy is not commonly welded due to its tendency to air harden. If it must be welded, preheat to 260oC and post weld treat at 732- 760oC for 6 hours followed by a slow furnace cooling to avoid cracking.
Cold working
This alloy is considered only slightly cold workable by common practices. Forms manufactured: Please see the Dimensional Sales Program.
Disclaimer
The information and data presented herein are typical or average values and are not a guarantee of maximum or minimum values. Applications specifically suggested for material described herein are made solely for the purpose of illustration to enable the reader to make his own evaluation and are not intended as warranties, either express or implied, of fitness for these or other purposes. There is
no representation that the recipient of this literature will receive updated editions as the become available.
Unless otherwise specified, registered trademarks are property of SIJ Metal Ravne company. Copyright 2016 by SIJ Metal Ravne d.o.o. All rights reserved. Contact our Sales Office for more information.





