





| PRECISION ALLOY2 |
| PRECISION ALLOY1 |
| HOT WORK TOOL STEEL2 |
| HOT WORK TOOL STEEL1 |
| COLD WORK TOOL STEEL2 |
| T1 1.3355 SKH2 |
| M42 |
| M2 1.3343 SKH9 |
COMPOSITION
C | Si | Cr | W | Mo | V | Co |
1.08 | 0.45 | 3.85 | 1.50 | 9.50 | 1.20 | 8.00 |
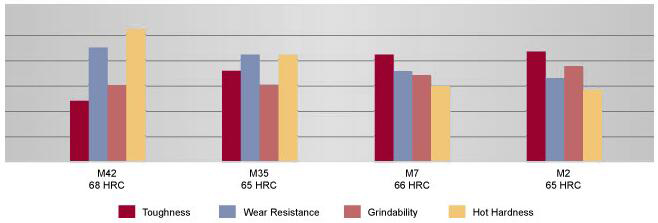
RELATIVE PROPERTIES
PHYSICAL PROPERTIES
· Density: 0.282 lb/in3 (7806 kg/m3)
· Specific Gravity: 7.81
· Modulus of Elasticity: 30 x 106 psi (207 GPa)
· Machinability: 35-40% of a 1% carbon steel
HEAT TREATING INSTRUCTIONS
HARDENING
CRITICAL TEMPERATURE: |
Ac1: 1560°F(849℃) |
Preheating: Heat at a rate not exceeding 400°F per hour (222°C per hour) to 1500-1600°F (816-871°C), and equalize.
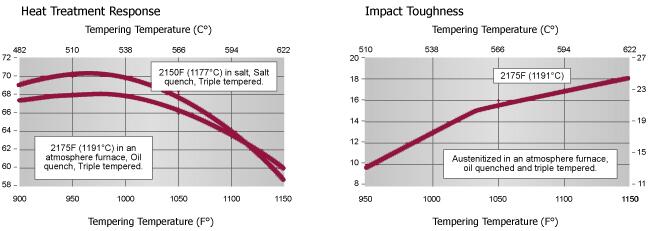
Austenitizing (High Heat): Heat rapidly from the preheat.
Furnace: 2150-2175°F (1177-1191°C)
Salt: 2125-2150°F (1163-1177°C)
To maximize toughness, use the lowest temperature.
To maximize hot hardness, use the highest temperature.
Quenching: Pressurized gas, warm oil, or salt. For pressurized gas, a rapid quench rate to below 1000°F
(538°C) is critical to obtain the desired properties.
For oil, quench until black, about 900°F (482°C), then cool in still air to 150 -125°F (66-51°C).
For salt maintained at 1000-1100°F (538-593°C), equalize, then cool in still air to 150 -125°F (66-51°C).
Tempering: Temper immediately after quenching. Typical tempering range is 950-1050°F (510-566°C). Hold at temperature for 2 hours, then air cool to ambient temperature. Triple tempering is required.
ANNEALING
Annealing must be performed after hot working and before re-hardening.
Heat at a rate not exceeding 400°F per hour (222°C per hour) to 1500-1575°F (843-857°C), and hold for 1 hour per inch (25.4 mm) of thickness, minimum of 2 hours. Then cool slowly with the furnace at a rate not exceeding 50°F per hour (28°C per hour) to 1000°F (538°C). Continue cooling to ambient temperature in the furnace or in air. The resultant hardness should be 269 HBW or lower.
FORGING
Preheat to 1200-1400°F (649-760°C) and equalize. Then heat rapidly to 2000-2100°F (1093-1149°C) and equalize prior to forging. Reheat if work piece temperature falls below 1800°F (982°C). After forging, cool slowly to ambient temperature in the furnace or buried in insulating material, then anneal as described above
| Item | Dimension (mm) | Process | Delivery condition |
| Round Bar | DIA1.0 - 30 | Cold-drawing / Centerless grinding | Bright & Anneal |
| DIA20 - 80 | Peeling | Bright & Anneal | |
| DIA 13-180 | Hot Rolled | Black surface & Anneal | |
| DIA 70 - 400 | Hot Rolled | Black surface & Anneal | |
| Flat Bar | T 3.0-20 X W 20-100 | Hot Rolled | Black surface & Anneal |
| Block | T 20-200 X 300-800 | Hot Rolled & Hot Forged | Black surface /Machine & Anneal |
| Wire Rod | DIA 5.5 - 13 | Hot Rolled | Black surface & Anneal |
| Sheets | T1.0 - 2.5 | Cold Rolled | Black surface & Anneal |
| T 2.5 - 8.0 | Hot Rolled | Black surface & Anneal |





